Projektowanie pod technologie przyrostowe (DFAM – Design for Additive Manufacturing) różni się fundamentalnie od projektowania pod frezowanie CNC czy wtrysk. Model, który wygląda poprawnie na renderze w programie CAD, może okazać się niewykonalny fizycznie lub nieekonomiczny w produkcji. Poniższa analiza techniczna wskazuje 5 najczęstszych błędów w geometrii plików, które bezpośrednio wpływają na wzrost kosztów wyceny na portalu Zlecenia3D.pl lub prowadzą do awarii wydruku.
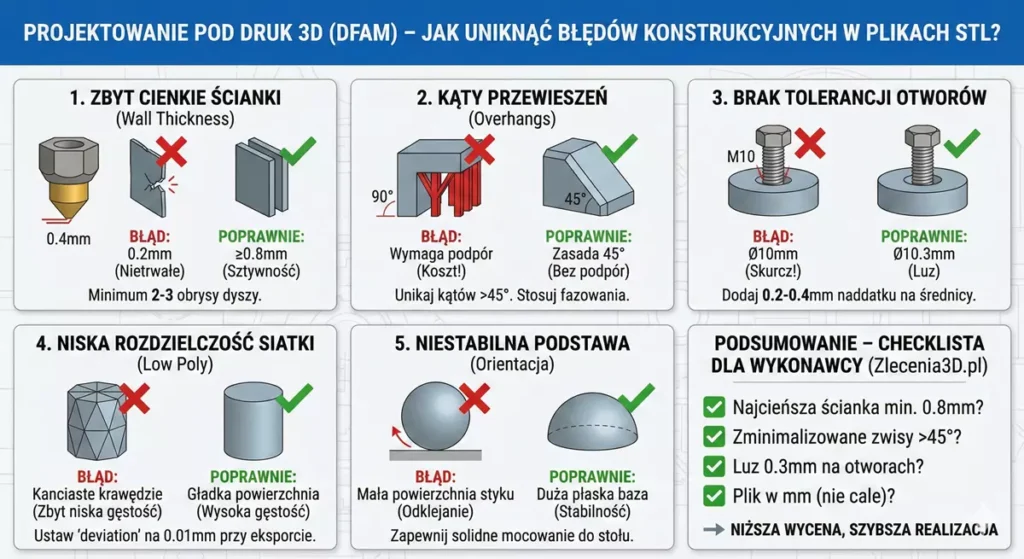
H2: 1. Zbyt cienkie ścianki (Wall Thickness)
Najczęstszym powodem odrzucenia pliku do wyceny jest „papierowa” geometria. Drukarka 3D operuje dyszą o określonej średnicy (standardowo 0,4 mm).
- Problem: Zaprojektowanie ścianki o grubości 0,2 mm przy dyszy 0,4 mm jest błędem krytycznym. Slicer (oprogramowanie tnące) pominie ten fragment lub wydrukuje go jako nietrwałą błonę.
- Zasada projektowa: Minimalna bezpieczna grubość ścianki dla technologii FDM to wielokrotność średnicy dyszy, najlepiej 0,8 mm (dwa obrysy) lub 1,2 mm (trzy obrysy). Zapewnia to sztywność konstrukcji i szczelność modelu.
2. Kąty przewieszeń i zbędne podpory (Overhangs)
Każda warstwa w druku 3D musi opierać się na poprzedniej. Elementy wiszące w powietrzu wymagają wygenerowania struktur podporowych (supportów).
- Wpływ na koszt: Podpory to zmarnowany materiał i dodatkowy czas pracy maszyny. Co więcej, ich usuwanie jest usługą manualną (post-processing), co drastycznie podnosi cenę jednostkową detalu.
- Zasada 45 stopni: Projektuj tak, aby unikać kątów nachylenia ścian względem stołu większych niż 45°. Stosuj fazowania (chamfer) zamiast zaokrągleń (fillet) na dolnych krawędziach, aby wyeliminować konieczność podparcia.
3. Brak tolerancji wymiarowych dla otworów
Tworzywa termoplastyczne kurczą się podczas stygnięcia (skurcz przetwórczy).
- Problem: Otwór zaprojektowany na „zero” (np. fi 10 mm pod śrubę M10) po wydruku będzie miał realnie ok. 9,6–9,8 mm. Śruba się nie zmieści.
- Zasada projektowa: W projektowaniu pod druk FDM należy stosować naddatki. Dla otworów pionowych zaleca się powiększenie średnicy o 0,2–0,4 mm względem rozmiaru nominalnego. Alternatywą jest zaprojektowanie otworu mniejszego i rozwiercenie go wiertłem po wydruku, co daje idealną pasowność.
4. Niska rozdzielczość siatki (Low Poly)
Format STL jest siatką trójkątów. Przy eksporcie z CAD decydujesz o gęstości tej siatki.
- Błąd: Zbyt niska rozdzielczość eksportu powoduje, że walce i koła zamieniają się w wielokąty (widać kanciaste krawędzie). Drukarka odwzoruje te „kantowania” idealnie.
- Rozwiązanie: Podczas eksportu do STL ustaw parametr „deviation” (odchylenie) na poziomie 0.01 mm.
- Uwaga: Unikaj też skrajności w drugą stronę. Pliki STL ważące 200 MB (zbyt gęsta siatka) zawieszają slicery i utrudniają szybką wycenę online.
5. Niestabilna podstawa i orientacja druku
Aby wydruk się udał, musi mocno trzymać się stołu roboczego.
- Problem: Detale o kulistym spodzie lub bardzo małej powierzchni styku z podłożem mogą odkleić się w trakcie druku (wherping).
- Zasada projektowa: Projektuj (lub przecinaj model na pół) tak, aby posiadał co najmniej jedną dużą, płaską powierzchnię, która posłuży jako baza. Zmniejsza to ryzyko niepowodzenia druku niemal do zera.
Podsumowanie – jak przygotować plik dla wykonawcy?
Zanim wgrasz plik na Zlecenia3D.pl, wykonaj szybką checklistę:
- Czy najcieńsza ścianka ma min. 0,8 mm?
- Czy zminimalizowałeś liczbę zwisów powyżej 45 stopni?
- Czy dodałeś 0,3 mm luzu na otwory montażowe?
- Czy plik jest zapisany w mm (nie w calach)?
Poprawny projekt to niższa wycena i szybsza realizacja zlecenia przez wykonawców z naszej bazy.